Als Black Belt begon ik midden 2017 aan een verbeteropdracht bij een middelgrote wasserij van werkkleding. De doelstelling van de directeur was: “We moeten naar 1200 stuks per uur in de productie”. Qua doelstelling kan het niet concreter, heerlijk als Black Belt om te horen. De wedervraag was natuurlijk: “Waar zitten jullie nu op?” Dat bleek nog niet helemaal duidelijk te zijn. Er zat namelijk veel variatie in de output per uur. Hierdoor was het wel lastig om te zeggen of de 1200 stuks per uur realistisch waren, maar we hebben het onder voorbehoud als doel aangehouden en zijn gestart.
Quote opdrachtgever: “1.200 stuks per uur is niet rammen maar kwaliteit leveren”
Ik ben begonnen met een kennismakingsronde langs alle afdelingen en met een rondleiding door de productie. Daar merkte ik wel dat niet iedereen openstond voor een verbetertraject. Wat ik veel hoorde was “het gaat eigenlijk best goed” en “we doen het al meer dan 20 jaar zo dus het is niet nodig om te verbeteren”. Dit is niets nieuws als Black Belt om te horen, maar geeft wel aan dat er weerstand is en dat we daar serieus rekening mee moesten houden.
Daarna ben ik begonnen om het team samen te stellen en de project charter op te stellen. Vooral bij het vaststellen van de tijd per FTE die nodig was van o.a. de productieleider werd het duidelijk dat de grootte en impact van het project echt nog onderschat werd. Uiteindelijk hebben we een afspraak kunnen maken en de project charter afgerond tijdens onze eerste tollgate review meeting.
Door naar de measure fase. De eerste stap was het datacollectieplan opstelle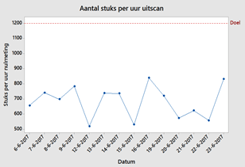 n om de nulmeting te kunnen doen. Tijdens de interviews waren we er al achter gekomen dat alle afdelingen op verschillende output per uur zaten. Dus hebben we per afdeling een datacollectieplan gemaakt met de desbetreffende teamleider om te kijken hoe we zo betrouwbaar mogelijke data konden krijgen. De totale output per uur meten was niet zo moeilijk want die werd bijgehouden bij de uitscan afdeling, de laatste stap van het proces. Wel wilden we dieper gaan om te kijken welke afdeling de bottleneck was. De productie is namelijk zo snel als je langzaamste stap. Hiervoor hebben we drie weken elke dag op alle afdelingen de output per uur gemeten. In de afbeelding is te zien dat de output per uur bij de uitscan 707 stuks per uur was. Dat was wel even schrikken voor alle stakeholders want we hadden dus een gat van bijna 500 stuks per uur!
n om de nulmeting te kunnen doen. Tijdens de interviews waren we er al achter gekomen dat alle afdelingen op verschillende output per uur zaten. Dus hebben we per afdeling een datacollectieplan gemaakt met de desbetreffende teamleider om te kijken hoe we zo betrouwbaar mogelijke data konden krijgen. De totale output per uur meten was niet zo moeilijk want die werd bijgehouden bij de uitscan afdeling, de laatste stap van het proces. Wel wilden we dieper gaan om te kijken welke afdeling de bottleneck was. De productie is namelijk zo snel als je langzaamste stap. Hiervoor hebben we drie weken elke dag op alle afdelingen de output per uur gemeten. In de afbeelding is te zien dat de output per uur bij de uitscan 707 stuks per uur was. Dat was wel even schrikken voor alle stakeholders want we hadden dus een gat van bijna 500 stuks per uur!
Tijdens de analyse fase hebben we de output per uur van alle afdelingen naast elkaar gelegd en zagen we dat de wasafdeling de bottleneck (langzaamste stap) was.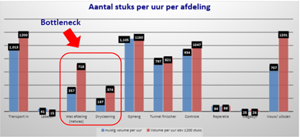
Daarna hebben we de beslissing gemaakt om ons voornamelijk op deze afdeling te richten. We zijn met het projectteam en de medewerkers van de wasafdeling een visgraat en daarna een VSM gaan doen. Sommige medewerkers zagen dat niet zo zitten maar door het probleem heel duidelijk en zichtbaar te maken, ging iedereen toch meedenken. Vanuit de visgraat kwam een aantal goede oorzaken naar voren die de mensen zelf hebben aangegeven. Hiermee hadden we ook gelijk meer draagvlak gecreëerd.
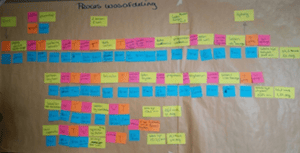 Vervolgens zijn we gaan VSM’en om het proces nog duidelijker te visualiseren, de doorlooptijd te meten en de verspillingen nog zichtbaarder te maken. Van een doorlooptijd van 2,4 dag schrok iedereen best wel. Het goede nieuws was dat we dus een hoop verbeter mogelijkheid hadden.
Vervolgens zijn we gaan VSM’en om het proces nog duidelijker te visualiseren, de doorlooptijd te meten en de verspillingen nog zichtbaarder te maken. Van een doorlooptijd van 2,4 dag schrok iedereen best wel. Het goede nieuws was dat we dus een hoop verbeter mogelijkheid hadden.
De belangrijkste oorzaken waren: niet genoeg KG in de was zak, te veel of te weinig bakken (aanvoer), geen waszakken, te veel wacht tijd, en veel stilstand van de machines. Deze oorzaken hebben we ook nog gemeten om te kijken welke de grootste impact hadden. Hierdoor zagen we dat er veel stagnatie was en dus geen flow.
Het brainstormen over oplossingen vond iedereen heel leuk om te doen. Lekker oplossingsgericht denken, al hadden de mannen van de wasafdeling al lang een aantal oplossingen geïmplementeerd nadat ze de visgraat en VSM hadden gezien.
Wel merkte productieleider en ik dat met de wasafdeling alleen we de 1200 stuks per uur niet gingen halen. We zagen in dat het grootste probleem was dat er op de andere afdelingen geen flow was, met name tussen de afdelingen. Iedere afdeling had een eigen tempo dat bepaald werd aan de hand van de hangers waar de was aan hing. De ophang afdeling stond meerdere keren per dag stil omdat ze geen hangers meer kregen aangeleverd van de inpak. Die daarna weer met te veel kleding hun kant op kwamen. Dit kwam doordat klanten orders nog niet compleet waren waardoor klanten niet konden worden afgeroepen en nog in de sortering zaten te wachten. Hierdoor stroomde de was niet goed door en ontstond veel verspilling waar alle afdelingen in het proces last van hadden. We hebben toen met alle afdelingen een kaizen event gedaan om flow te gaan creëren. Al snel hadden we een plan wat het minimale en maximale aantal hangers, waszakken, bakken, containers etc., mocht zijn op een bepaalde afdeling. Hiermee hadden we naast flow ook pull geïmplementeerd, mede door de volgende regels te stellen:
- is je buffer vol dan stoppen met werken
- is je buffer niet vol dan blijven werken
Om dit heel zichtbaar te maken hebben we op cruciale plekken oranje lappen stof opgehangen als triggers (kanbans).
Met al onze oplossingen beschreven en uitgewerkt gingen we starten met de pilot. Deze duurde één week. In die week hebben we alle nieuwe regels en oplossingen per afdeling geïmplementeerd. Vervolgens hadden we overleg tijdens onze dagstart, lunchpauze en aan het einde van de dag om ontstane problemen direct te bespreken en op te lossen. Halverwege de week gebeurde het: we haalden de 1200 stuks per uur!
Na de pilot bleek het resultaat toch lastiger vasthouden dan gedacht. Er zaten nog steeds veel schommelingen in de output per uur. Grote veranderingen doorvoeren en dan blijven vasthouden is dan ook zo ongeveer het lastigste wat er is.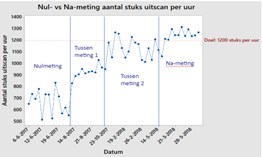
We hebben toen met het team kritisch gekeken en zagen dat er een KPI-overzicht per afdeling miste om te bespreken in de dagstarts. Het was per afdeling nog niet goed inzichtelijk waar ze op moesten sturen en of ze nou wel of niet de doelstelling haalden. Daarna kwam er veel meer inzicht en ook meer competitiedrang. We hoorden medewerkers zeggen: ‘’ik ga niet naar huis voor ik de doelstelling heb gehaald’’. Belangrijk was ook dat als ze in het rood stonden we niet zeiden: “wat slecht!”, maar juist: “oke, wat is er gebeurd?” en “hoe komen we naar groen?”. Daar kwamen zoveel extra oplossingen uit die door de mensen zelf bedacht en uitgevoerd werden dat we al snel op de 1200 stuks per uur zaten elke dag! Er zijn in totaal 233 verbeterideeën bedacht en 151 doorgevoerd!
Vieren van successen
Dit fantastische resultaat hebben we natuurlijk gevierd met de gehele productie want zonder de medewerkers was het nooit gelukt. Het mooiste van een verbeterproject is om met de mensen samen het doel te halen en dat succes met elkaar te delen. Zo blijft verbeteren en werken leuk voor iedereen!
Quote opdrachtgever: “1.200 stuks per uur is niet rammen maar kwaliteit leveren”